
Vertical and Horizontal Transport
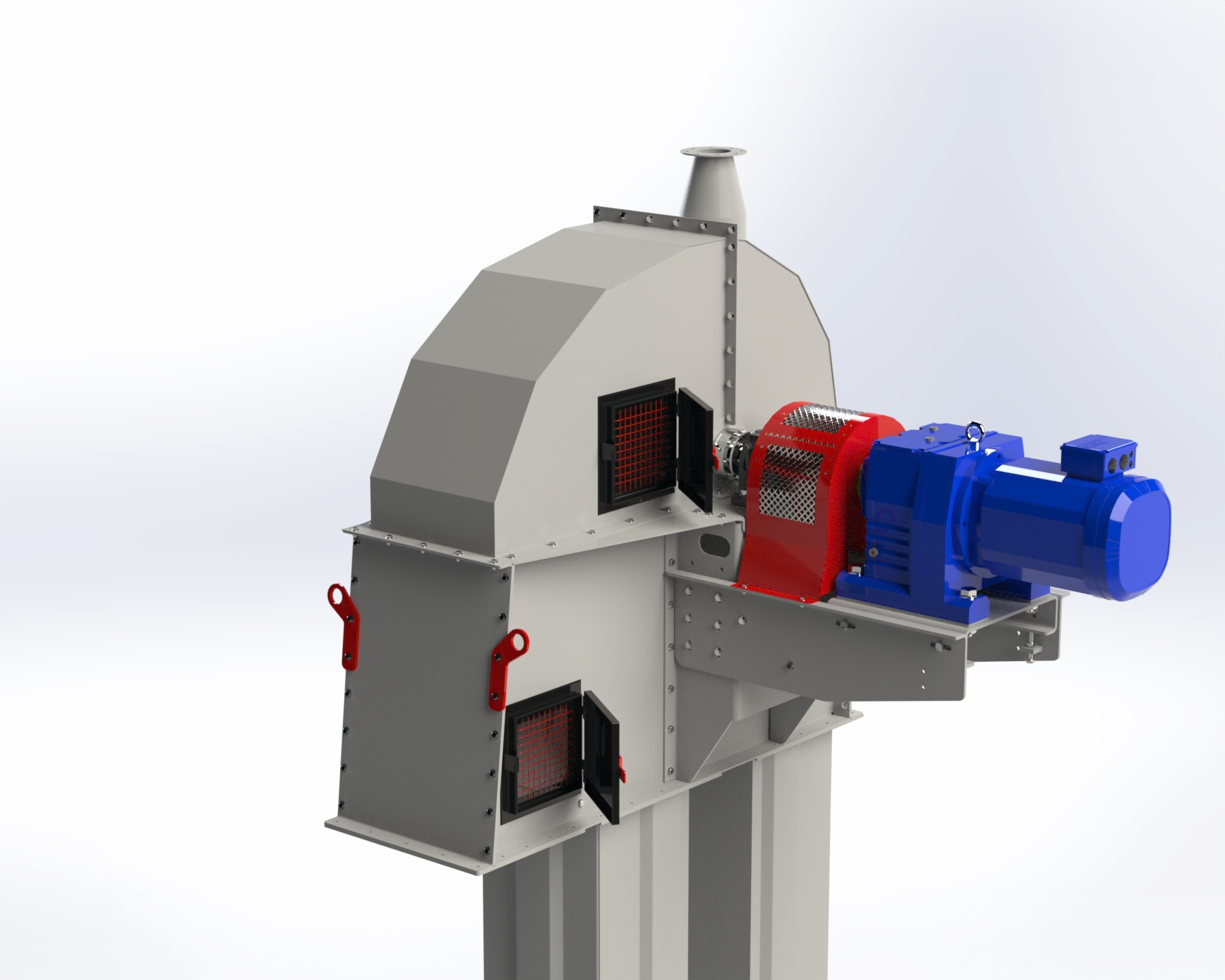
Bucket Elevator
Bucket elevator conveyors are among the most preferred systems in industries that require high-efficiency vertical transport. Widely used in food, agriculture, mining, construction, chemicals, and energy sectors, these conveyors ensure the safe and efficient movement of powder, granular, and bulk materials. They optimize production processes with low energy consumption, high capacity, and long service life.
Operating Principle of Bucket Elevators
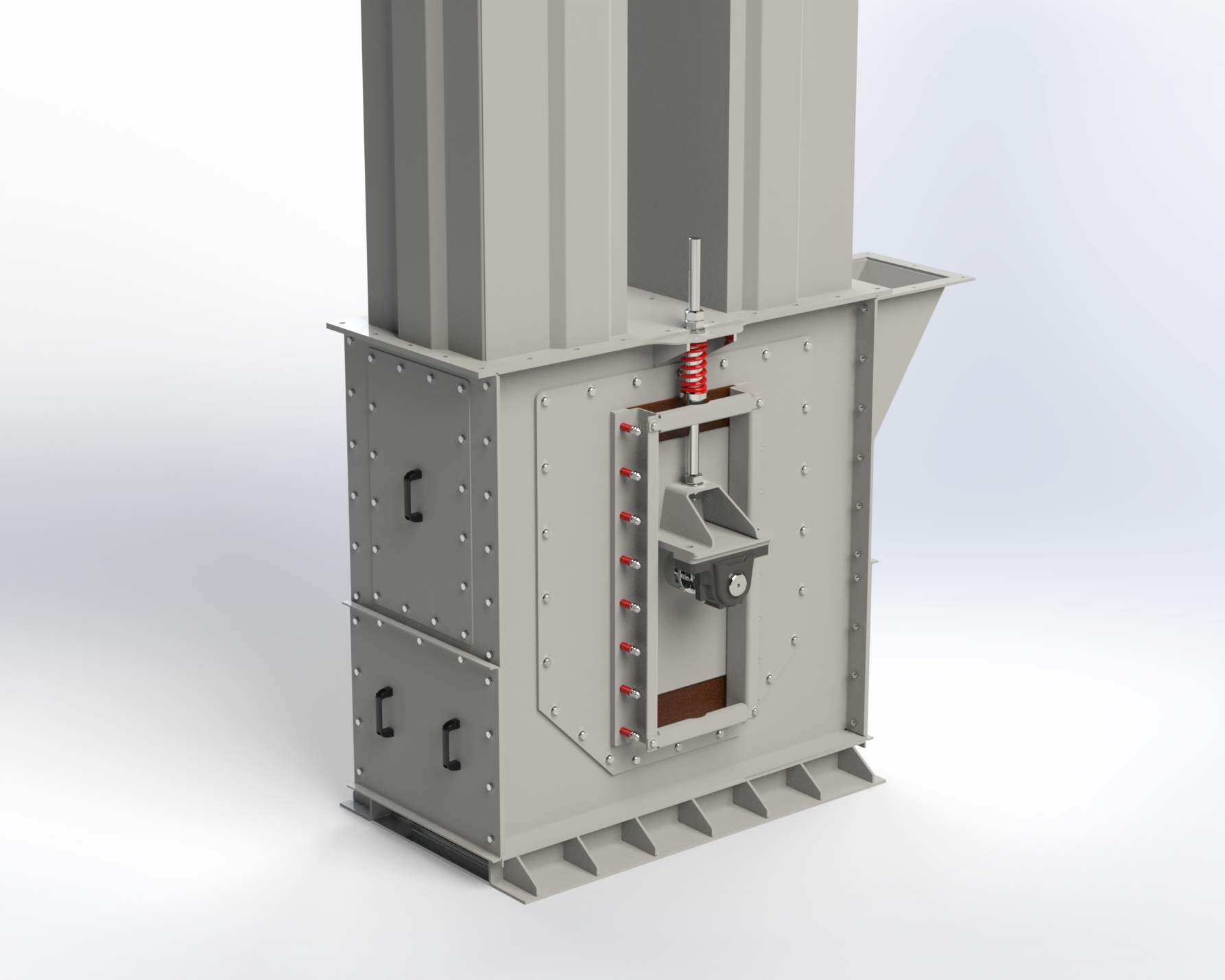
- Material entry: The material is directed to the inlet at the bottom of the conveyor.
- Bucket filling: Buckets pick up the bulk material and start the lifting process.
- Vertical transport: Buckets move upward with the help of a chain or belt system.
- Material discharge: Once at the top, the material is discharged through a special unloading mechanism.
This process ensures fast and reliable material transport, improving efficiency in production lines.
Advantages of Bucket Elevator Conveyors
- High capacity: Can transport large volumes of material, making them ideal for high-production facilities.
- Easy vertical transport: Perfect for elevating materials to high levels and silo systems.
- Low energy consumption: Operates with less energy compared to conventional transport systems, offering cost efficiency.
- Enclosed system: Prevents dust dispersion and material loss, ensuring a clean and hygienic transport process.
- Long service life: Made from wear-resistant steel or stainless steel, ensuring durability and reliability.
- Low maintenance costs: Robust moving parts minimize maintenance needs, reducing operational downtime.
Applications of Bucket Elevators
- Food industry: Used for transporting flour, sugar, coffee, cocoa, spices, starch, and other food products hygienically.
- Agriculture & livestock: Ensures the efficient movement of grains, feed, and fertilizers.
- Chemicals & plastics: Provides safe transport for chemical powders, polymer granules, and similar materials.
- Mining & construction: Handles cement, lime, sand, gravel, and coal with high durability.
- Energy & environmental sectors: Ideal for transporting solid waste, biomass, and ash.
Types of Bucket Elevators
- Centrifugal discharge bucket elevator: Operates at high speeds, ideal for light and free-flowing materials.
- Continuous discharge bucket elevator: Suitable for fragile or sticky materials, ensuring gentle handling.
- Gravity discharge bucket elevator: Designed for delicate and breakable materials, preventing damage during transport.
- Chain bucket elevator: Provides a durable solution for heavy and abrasive materials.
Key Considerations When Choosing a Bucket Elevator
- Type of material: Choose the right model for granular, powdery, or free-flowing materials.
- Open vs. enclosed system: Enclosed models are preferred for hygiene-sensitive industries.
- Height & transport capacity: Define the required transport height and volume based on production needs.
- Material durability: For abrasive materials, opt for high-strength materials.
- Maintenance ease: Choose low-maintenance models to maximize long-term efficiency.
Boost Efficiency with Oresis Bucket Elevator Conveyors!
At Oresis, we provide high-quality, customizable bucket elevators to help you optimize your production processes.
Send Your Questions and Requests:
You can call us for more detailed technical information about our products.
Contact now
Our e-mail address
Our phone number